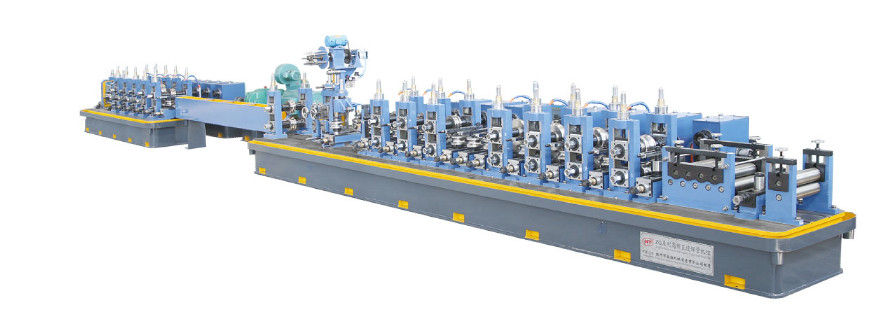
GB700-88ストレートシーム溶接チューブミルラインZG60高周波パイプミルライン
タイプ | ZG60 |
鋼管出力 | 30〜80M /分 |
外径 | Φ19〜Φ63.5mm |
壁の厚さ | 1.0〜3.0mm(角管、特殊管δ≦2.5mm) |
切断 | コールドCNCカッティングソー |
説明:
1.説明
この装置はΦ19-Φ63.5mm、1.0-3.0mmの高周波まっすぐなシーム溶接された管および対応する正方形の管および特別な形の管(δ≦2.5mm)を作り出すために特に使用されます。 装置の構成はアンコイラーから固定長ののこぎりまでです。 圧延速度は、管の直径と壁厚の適切な範囲内で対応して調整することができる。
2.適当な材料:
(1)熱間圧延または冷間圧延鋼帯(GB700-88による)
(2)材質:低炭素鋼、低合金鋼、亜鉛メッキ鋼帯
(3)鋼鉄ストリップの厚さ:1.0-3.0mm(GB708-88に従って)
(4)鋼鉄ストリップの幅:60-200mm
(5)スチールコイルの内径:Φ450〜Φ550mm
(6)スチールコイルの外径:Φ800〜Φ1200mm
(7)最大重量コイル:3000kgs
3.鋼管加工の寸法範囲:
(1)外径:Φ19〜Φ63.5mm
(2)肉厚:1.0〜3.0mm(角管、特殊管δ≦2.5mm)
(3)長さ:4-8M
4.製粉速度:30-80M / min(異なった管の直径および厚さに従って異なった速度を選んで下さい)
5.製品(鋼管)プロセスフロー:
原料(スチールコイル)→巻き出し→せん断および端溶接→材料の蓄積→ノンパワーレベリング→ミルフォーミング→高周波溶接→溶接シームの外側のばりの除去→冷却→サイジング→ほぼ直線化→固定長切断→仕上げチューブ
7.ローラー
1.溶接管用ロールは、お客様から提供されたタイプと仕様に従って追加注文されます。
材質:Cr12mov
技術的な付録
a。 アンコイラー
構造のタイプ:交互に鋼鉄コイルの供給を保証し、鋼鉄ストリップを自由にアキュムレータに入れるようにする両側180°回転HYDRAULIC。
適用範囲:
鋼帯幅:60〜200ミリメートル
厚さ:1.0〜3.0ミリメートル
スチールコイル外径:Φ800〜Φ1200mm
スチールコイルID:Φ450-Φ550mm
スチールコイル重量:最大3000kgs
油圧部品:ユケン
空気圧部品:AIRTAG
ACモーター:Siemens Beide
b。 せん断と突合せ溶接機:
使用法: きちんとせん断し、次に一緒に溶接する2つのコイル状の鋼鉄ストリップを保障して下さい
レベリング溶接海
c。横型アキュムレータ:( ACモーターはABBアジャスター付きSIEMENS BEIDEです)
その中に格納されている鋼ストリップストリップは、2つのコイルストリップを溶接している間、メインマシンが連続的に稼働することを確実にするのに十分でなければなりません。
(1)構造:自動給送方式の横型プレート溶接部。 送りモータ:AC 15KW、駆動モータ:AC 18.5KW
(2)蓄積量:150-300M。
横型アキュムレータ
d。 成形、溶接、サイジングユニット:
(横置き用と縦置き用のNSKベアリング)
(1)フィードレベリング装置
a。 タイプ:鋼鉄ストリップを形成装置に入れるためにストリップ鋼鉄を水平にするための5つのロールは受動的に水平にされます。
b。 ガイドロール:1ペア
(2)成形装置:
主に大まかに圧延鋼帯と溶接シームの制御
a。 水平ロールスタンド:
数量:7
構造:鋳鋼、ダブルハウジング、サイドのロール交換
横ロール軸径: Φ70mm 、材質:42CrMo
b。 縦ロールスタンド:
数量:9(垂直ミラーグループ)
タイプ:受動回転
縦ロール軸の直径: Φ40mm 、材質:45#鋼
c。 ドライブギアボックス
数量:7
構造:スパイラルベベルギア、円筒形ギア
材質:ケーシング:QT50、ギヤ:20CrMnTi、40Cr、入出力軸:40Cr
ドライブトランスミッション:14組のジープオート212ユニバーサルトランスミッションシャフト
d。 設置用ベッド1台
(3)案内押出溶接溶接装置:
a。 一組のガイドロールは、パイプシームを押し出しローラーに平らにまっすぐ入るようにパイプシームの方向を制御するために立つ。
b。 1セットの押し出しロールスタンドは、溶接シームを制御して溶接の成功を実現します。
c。 外側の溶接シームを削り取るための2セットのスクレーパーフレーム
d。 成形機と共に設置ベッド
(4)1組の水冷装置。
(5)サイジング装置:溶接の後で主に良い形づけ管およびサイズの正確さを管理します。 各6セットの水平ロールスタンド、垂直ロールスタンドおよびドライブギアボックス、12セットのユニバーサルシャフト。 (成形装置と同じ構造)
(6)機械フレームを大まかに矯正する:
a。 タイプ:トルコ人の頭のタイプ、4ロール片面2セット
b。 サイジングメインマシンと一緒に1台の設置ベッド。
(7)駆動システム:メインユニットは主要モーターによって主減速機に接続され、ギアボックスの枝に動力を伝達し、ギアボックスの枝は水平ロールフレームの上下シャフトを駆動します。
a。 メインモーター:Z4シリーズ、DC 185KW(Hengli DCモーター)1台
b。 主減速機:ZLYシリーズ(4軸外)1組
e。 高周波溶接機:(購入者/エンドユーザーにより推奨)
ソリッドステート高周波溶接機:200KW
DCスピードアジャスタ、全体制御テーブル、ボタンステーションを含む
f。 コールドCNC カッティングソー:
構造 | コールドカット |
(1)、最大直径 | Φ63.5mm |
(2)、最大厚 | δ3.0mm |
(3)、切断長さ
と精度 | L = 4〜8m、≤±1.5㎜ |
(4)、運転のタイプ | 油圧制御 |
(5)、のこぎり刃のサイズ | Φ400mm |
(6)、駆動モーター | サーボモーター15KW |
(7)、切断モーター | AC 7.5KW |
(8)、送りモーター | サーボモータ2.9KW |
(9)、切断のスピード | 最大80M /分 |
駆動モーター:安川電機製サーボモーター日本製15KW
送りモーター:安川電機製サーボモーター日本製2.9KW
切断モーター:AC SIEMENS BEIDE製中国7.5KW
油圧部品:ユケン
空気圧部品:AIRTAG
のこ刃:オランダ製KINKELDER (輸入 ハイス 鋼PVDコーティング技術)
g。 振れ表:
溶接フレーム構造装備
サイジング信号システムを使って

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。